
Introduction
It’s 3 a.m., the line is humming, and the shipping board still shows red. The team is building lifepo4 lithium battery packs for a tight deadline, but a small drift in coating has nudged scrap up by double digits. Last quarter’s report says changeovers take 12 minutes, yield swings 7%, and energy spikes hit when the air is cold—so what exactly separates a plant that levels up from one that stalls? We see it in patterns: a misread sensor here, a slow handoff there, and a quiet mismatch between planning and floor reality (the kind that hides in plain sight). Data is honest; it shows the gaps. The question is simple: can we close them without burning more time and cash?

Direct answer: yes, with a better frame for choices—and a cleaner comparison of what works vs. what only looks good on paper. Let’s step through that map, then line it up against the tools most teams already have.
Hidden Friction in Modern Lines: What You Don’t See Hurts Yield
Where do the bottlenecks really start?
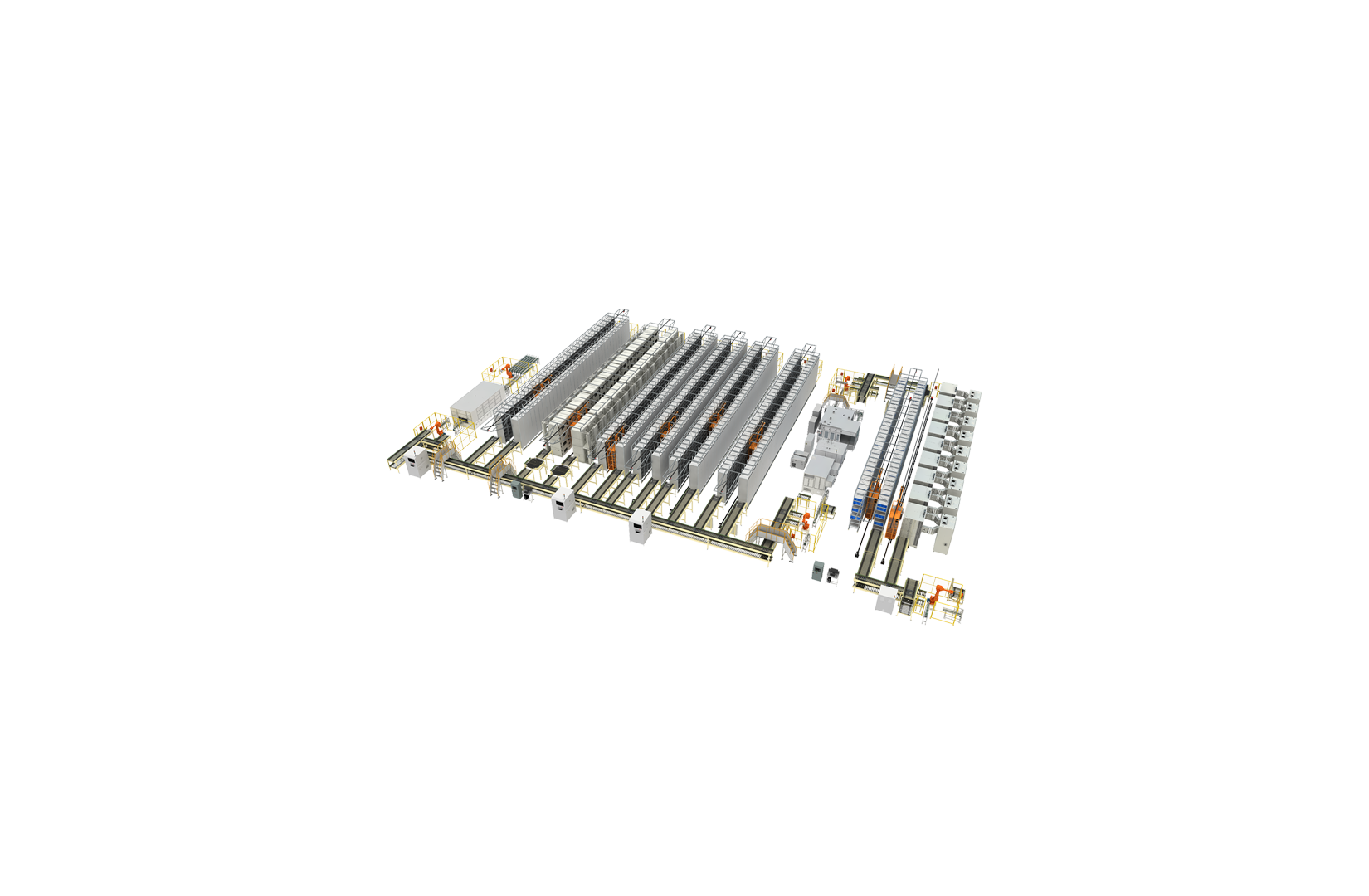
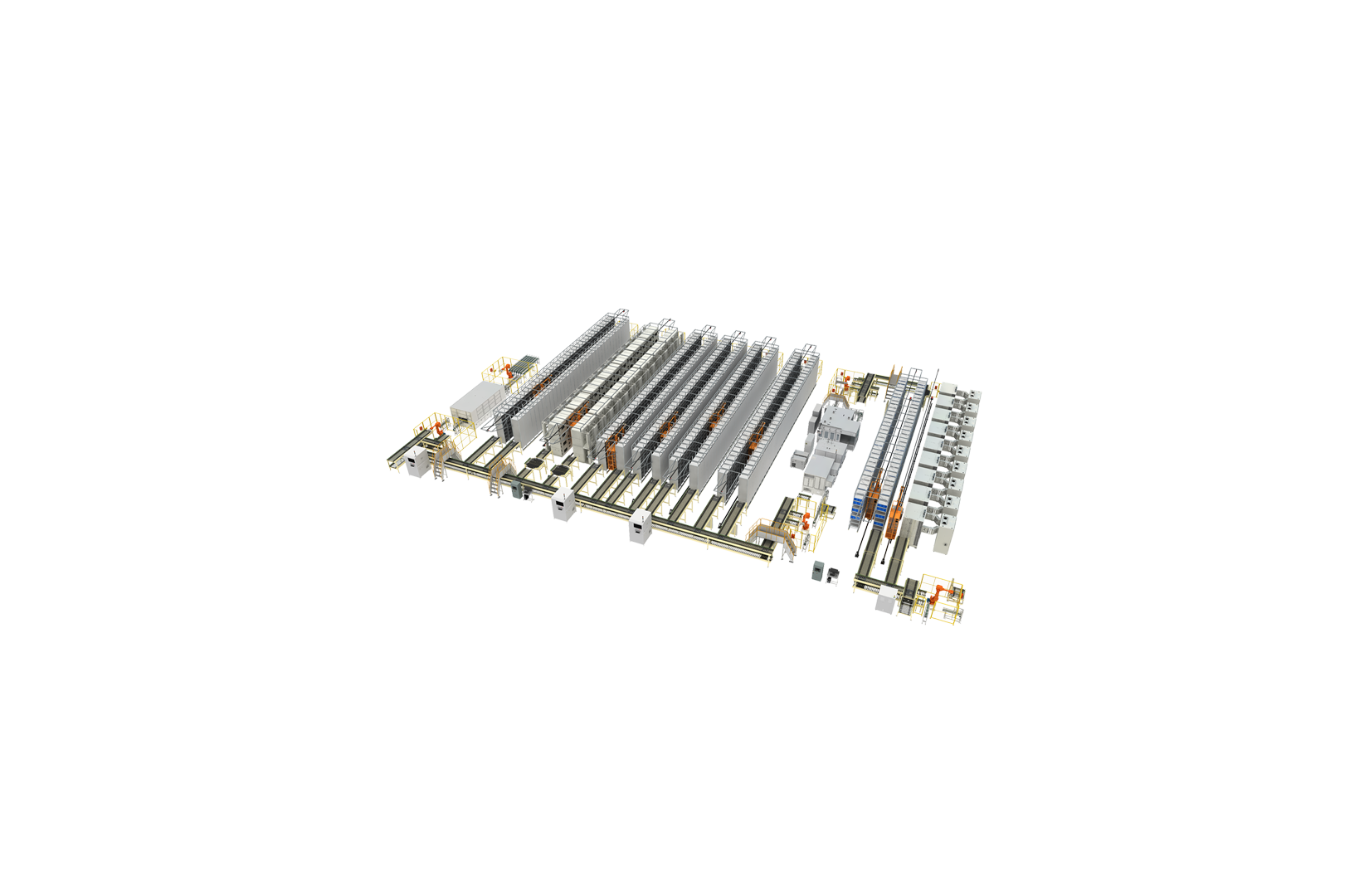
The common story in lithium ion battery production is that “the fix is at the end of the line.” It isn’t. The biggest slips often start upstream, where anode slurry rheology shifts and the calendering line chases thickness. MES dashboards flag defects late, after heat and time are already sunk. Edge computing nodes sit idle while operators jog settings by feel. In a dry room, humidity bumps force a pause; then power converters spike, and ovens drift by half a degree. Micro-issues stack. The BMS will never see these early moves, yet they decide yield. Look, it’s simpler than you think: flow breaks when feedback comes too slow.
Traditional fixes miss three pains. First, “inspect more” adds latency; vision checks without closed-loop rules only collect images. Second, “add people” strains handoffs; manual logs lag actual drift in electrolyte wetting or SEI formation. Third, “tune later” sets a trap; late-stage pack assembly hides root causes created during mixing and coating. The result is rework, not recovery—funny how that works, right? A technical reset helps: move control up the stream, tie sensors to actions, and let the plan adjust in minutes, not weeks.
Comparative Insight: New Principles vs Old Habits
What’s Next
New lines win by shifting from post-mortem checks to live, model-driven control. Compared to old habits, the principles are clear: sense earlier, decide faster, act smaller. In practice, that means closed-loop calendering guided by inline impedance spectroscopy, not just spot checks; it means AI vision tied to recipe tweaks, not dashboards; and it means energy management that balances ovens and HVAC with real takt, not fixed setpoints. When these pieces guide lithium ion battery production, scrap drops before it becomes scrap. Operators still lead, but machines propose the next best move—right when it counts. The contrast is stark: reactive lines explain the past; adaptive lines shape the next minute.
Here’s the practical takeaway, without hype. Old systems store data; new systems enforce decisions. Old systems alert; new systems correct. Map that to three metrics you can track tomorrow: 1) closed-loop rate—what share of sensor events auto-adjust a setting within 30 seconds; 2) first-pass yield at the calendering step—because early thickness control predicts final SOH more than end-of-line tests admit; 3) changeover loss—minutes from last good part to first good part, including recipe download through warm-up. Hit these, and variance shrinks. Costs follow. And your people can focus on learning, not firefighting. If you benchmark these moves across plants, you’ll see a pattern—the most consistent teams combine tight feedback, small experiments, and simple rules. That’s the quiet edge behind modern lines, and it travels well with partners like LEAD.